Korozijas aizsardzība 2025. gadā Kāpēc karstā cinkošana joprojām ir vadošā metode
Karstās iegremdēšanas metodeCinkošana(HDG) nodrošina izcilu ilgtermiņa vērtību tērauda projektiem. Tā unikālā metalurģiskā saistviela nodrošina nepārspējamu izturību pret bojājumiem. Iegremdēšanas process nodrošina pilnīgu, vienmērīgu pārklājumu, ko nevar atkārtot ar izsmidzināšanas metodēm. Šī divkāršā aizsardzība ievērojami samazina uzturēšanas izmaksas visa produkta kalpošanas laika laikā.
Paredzams, ka globālais cinkošanas tirgus 2025. gadā sasniegs 68,89 miljardus ASV dolāru. Acinkošanas iekārtu ražotājsveidotas uzlabotascinkošanas līnijaslai apmierinātu šo pieaugošo pieprasījumu.
Galvenie secinājumi
Karstā cinkošanapadara tēraudu ļoti izturīgu. Tas rada īpašu saiti, kas aizsargā tēraudu labāk nekā krāsa.
Cinkošana pārklāj visas tērauda daļas. Tas novērš rūsas veidošanos slēptās vietās.
Cinkots tērauds laika gaitā ietaupa naudu. Tas kalpo ilgi un tam nepieciešams mazāk remonta nekā citiem pārklājumiem.
Kas padara karsto cinkošanu par labāko izvēli?
Karstā cinkošana (HDG) atšķiras no citām korozijas aizsardzības metodēm. Tās pārākumu nodrošina trīs galvenās stiprās puses: kausēta metalurģiskā saite, pilnīgs iegremdēšanas pārklājums un divkāršas darbības aizsargsistēma. Šīs īpašības kopā nodrošina nepārspējamu veiktspēju un ilgtermiņa vērtību.
Nepārspējama izturība, pateicoties metalurģiskajai saistvielai
Krāsa un citi pārklājumi vienkārši pielīp pie tērauda virsmas. Karstā cinkošana rada apdari, kas kļūst par paša tērauda daļu. Procesa laikā tērauda detaļa tiek iegremdētakausēts cinksuzkarsē līdz aptuveni 450 °C (842 °F). Šī augstā temperatūra izraisa difūzijas reakciju, kuras laikā cinks un dzelzs sakausējas kopā.
Šajā procesā tiek veidota virkne atšķirīgu cinka-dzelzs sakausējuma slāņu. Šie slāņi tiek metalurģiski savienoti ar tērauda pamatni.
Gamma slānisVistuvāk tēraudam, ar aptuveni 75% cinka.
Delta slānisNākamais slānis, kurā ir aptuveni 90% cinka.
Zeta slānisBiezs slānis, kas satur aptuveni 94% cinka.
Eta slānisTīrs cinka ārējais slānis, kas piešķir pārklājumam sākotnējo spīdumu.
Šie savstarpēji savienotie slāņi faktiski ir cietāki par pamattēraudu, nodrošinot izcilu izturību pret nodilumu un bojājumiem. Izturīgie iekšējie slāņi ir izturīgi pret skrāpējumiem, savukārt elastīgākais tīra cinka ārējais slānis var absorbēt triecienus. Šī metalurģiskā saite ir ievērojami spēcīgāka nekā citu pārklājumu mehāniskās saites.
Pārklājuma veids
Saites stiprība (psi)
Karstās cinkošanas
~3600
Citi pārklājumi
300–600
Šī milzīgā saistvielas izturība nozīmē, ka cinkoto pārklājumu ir ārkārtīgi grūti lobīt vai nolobīt. Tas droši iztur transportēšanas, apstrādes un būvniecības uz vietas slodzi.
Pilnīgs pārklājums pilnīgai aizsardzībai
Korozija atrod vājāko punktu. Izsmidzināmās krāsas, gruntskrāsa un citi pārklājumi ir pakļauti uzklāšanas kļūdām, piemēram, notecējumiem, notecējumiem vai neatrisinātiem plankumiem. Šīs mazās nepilnības kļūst par rūsas veidošanās punktiem.
Karstā cinkošana novērš šo risku, pilnībā iegremdējot. Visa tērauda konstrukcijas iegremdēšana izkausētā cinkā garantē pilnīgu pārklājumu. Šķidrais cinks ieplūst visās virsmās, pār tām un ap tām.
Katrs stūris, mala, šuve un iekšējā dobā sekcija saņem vienmērīgu aizsardzības slāni. Šis pārklājums “no malas līdz malai” nodrošina, ka nav neaizsargātu zonu, kas būtu pakļautas vides iedarbībai.
Šī visaptverošā aizsardzība nav tikai labākā prakse; tā ir prasība. Globālie standarti nosaka šādu kvalitātes līmeni, lai nodrošinātu veiktspēju.
ASTM A123prasa, lai cinkotā apdare būtu nepārtraukta, gluda un vienmērīga, bez nepārklātām vietām.
ASTM A153nosaka līdzīgus noteikumus aparatūrai, pieprasot pilnīgu un stingru apdari.
ISO 1461ir starptautisks standarts, kas nodrošina tērauda izstrādājumu pilnīgu un vienmērīgu pārklājumu.
Šis process garantē vienmērīgu aizsargbarjeru visā konstrukcijā, ko nevar atkārtot ar manuālu smidzināšanu vai otu.
Divkārša darbība: barjera un upurēšanas aizsardzība
Cinkots pārklājums aizsargā tēraudu divos spēcīgos veidos.
Pirmkārt, tā darbojas kābarjeras pārklājumsCinka slāņi aizsargā tēraudu no saskares ar mitrumu un skābekli. Pats cinks ir ļoti izturīgs. Vairumā atmosfēras vides cinks korodē 10 līdz 30 reizes lēnāk nekā tērauds. Šis lēnais korozijas ātrums nodrošina ilgstošu fizisku aizsargkārtu.
Otrkārt, tas nodrošinaupurēšanas aizsardzībaCinks ir elektroķīmiski aktīvāks nekā tērauds. Ja pārklājumu bojā dziļa skramba vai urbums, vispirms korodēs cinks, "upurējot" sevi, lai aizsargātu atklāto tēraudu. Šī katodiskā aizsardzība novērš rūsas iekļūšanu zem pārklājuma un var aizsargāt tukšas vietas līdz ¼ collas diametrā. Cinks būtībā darbojas kā tērauda aizsargs, nodrošinot, ka pat barjeras pārrāvuma gadījumā konstrukcija paliek pasargāta no korozijas. Šī pašatjaunošanās īpašība ir unikāla tērauda priekšrocība.cinkošana.
HDG process: kvalitātes zīme
Karstās cinkošanas pārklājuma izcilā kvalitāte nav nejaušība. Tā ir precīza, daudzpakāpju procesa rezultāts, kas garantē izcilu apdari. Šis process sākas ilgi pirms tērauds saskaras ar izkausētu cinku.
No virsmas sagatavošanas līdz iegremdēšanai kausētā cinkā
Pareiza virsmas sagatavošana ir vissvarīgākais faktors veiksmīgai pārklājuma uzklāšanai. Lai notiktu metalurģiskā reakcija, tēraudam jābūt pilnīgi tīram. Process ietver trīs galvenos soļus:
AttaukošanaKarsts sārmu šķīdums no tērauda noņem organiskos piesārņotājus, piemēram, netīrumus, taukus un eļļu.
MarinēšanaTēraudu iemērc atšķaidītā skābes vannā, lai noņemtu malšanas katlakmeni un rūsu.
PlūstošaPēdējā iegremdēšana cinka amonija hlorīda šķīdumā noņem visus pēdējos oksīdus un uzklāj aizsargslāni, lai novērstu jaunas rūsas veidošanos pirms cinkošanas.
Tikai pēc šīs rūpīgās tīrīšanas tērauds tiek iegremdēts izkausēta cinka vannā, kas parasti tiek uzkarsēta līdz aptuveni 450 °C (842 °F).
Cinkošanas iekārtu ražotāja loma
Visa procesa kvalitāte ir atkarīga no izmantotajām iekārtām. Profesionāls cinkošanas iekārtu ražotājs projektē un ražo modernas līnijas, kas padara iespējamu mūsdienīgu HDG ražošanu. Mūsdienās vadošais cinkošanas iekārtu ražotājs precīzai vadībai iekļauj automatizāciju un reāllaika sensorus. Tas nodrošina, ka katrs solis, sākot no ķīmiskās tīrīšanas līdz temperatūras pārvaldībai, ir optimizēts. Turklāt atbildīgs cinkošanas iekārtu ražotājs izstrādā sistēmas, kas atbilst stingriem vides un drošības standartiem, bieži vien iekļaujot slēgtas cilpas sistēmas atkritumu apstrādei. Cinkošanas iekārtu ražotāja zināšanas ir būtiskas, lai iegūtu nemainīgi augstas kvalitātes rezultātus.
Kā pārklājuma biezums nodrošina ilgmūžību
Kontrolētais process, ko pārvalda augstākās klases cinkošanas iekārtu ražotāja sistēmas, tieši ietekmē galīgā pārklājuma biezumu. Šis biezums ir galvenais tērauda kalpošanas laika rādītājs. Biezāks, vienmērīgāks cinka pārklājums nodrošina ilgāku gan barjeras, gan aizsardzības periodu. Nozares standarti nosaka minimālo pārklājuma biezumu, pamatojoties uz tērauda veidu un izmēru, nodrošinot, ka tas var izturēt paredzēto vidi gadu desmitiem ar minimālu apkopi.
HDG salīdzinājumā ar alternatīvām: 2025. gada veiktspējas salīdzinājums
Korozijas aizsardzības sistēmas izvēle prasa rūpīgu veiktspējas, izturības un ilgtermiņa izmaksu izvērtēšanu. Lai gan pastāv daudzas alternatīvas,karstā cinkošanakonsekventi pierāda savu pārākumu, tieši salīdzinot ar krāsām, epoksīdsveķiem un gruntskrāsām.
Pret krāsām un epoksīda pārklājumiem
Krāsas un epoksīda pārklājumi ir virsmas plēves. Tie veido aizsargslāni, bet ķīmiski nesaistās ar tēraudu. Šī fundamentālā atšķirība rada ievērojamas veiktspējas atšķirības.
Epoksīda pārklājumi ir īpaši pakļauti bojājumiem. Tie var saplaisāt un lobīties, atsedzot apakšā esošo tēraudu. Kad barjera ir bojāta, korozija var strauji izplatīties. Ņujorkas štata autoceļu pārvalde to pārliecinājās no pirmās pieredzes. Sākotnēji ceļu remontam viņi izmantoja ar epoksīda pārklājumu pārklātus armatūras stieņus, taču pārklājumi ātri saplaisāja. Tas noveda pie straujas ceļu bojāšanās. Pēc pārejas uz cinkotu armatūras stieņu izmantošanu tiltu remontam rezultāti bija tik iespaidīgi, ka tagad savos projektos viņi izmanto cinkotus materiālus.
Epoksīda pārklājumu ierobežojumi kļūst skaidri, salīdzinot tos ar HDG.
Nosliece uz plaisāšanu un lobīšanos, kas ļauj rūsai izplatīties.
Pašdziedinošās īpašības aizsargā pret skrāpējumiem un novērš rūsas veidošanos.
Izturība
Transportēšanas un uzstādīšanas laikā var viegli saplaisāt.
Īpaši izturīgi sakausējuma slāņi ir izturīgi pret nodilumu un triecieniem.
Remonts
Nav iespēju pats salabot. Bojātās vietas jālabo manuāli.
Automātiski aizsargā nelielas bojātās vietas, veicot upurēšanas darbību.
Arī epoksīda pārklājumu uzklāšana un uzglabāšana rada ievērojamas problēmas.
Bojājumu risksEpoksīdsveķi ir trausli. Skrāpējumi transportēšanas vai uzstādīšanas laikā var radīt vājas vietas korozijai.
UV jutībaEpoksīda pārklājuma tēraudam uzglabāšanai ārpus telpām nepieciešami īpaši brezenta pārklāji. Tam jābūt pārklātam, lai novērstu saules gaismas radītus bojājumus.
Adhēzijas zudumsPārklājuma saite ar tēraudu laika gaitā var vājināties, pat uzglabāšanas laikā.
Jūras videPiekrastes rajonos epoksīda pārklājumi var darboties sliktāk nekā neapstrādāts tērauds. Sāls un mitrums viegli izmanto jebkuru nelielu pārklājuma defektu.
Piekrastes vidē HDG parāda savu izturību. Pat apgabalos ar tiešiem sāļiem vējiem cinkots tērauds var kalpot 5–7 gadus, pirms nepieciešama pirmā apkope. Aizsargātas vietas tajā pašā konstrukcijā var palikt aizsargātas vēl 15–25 gadus.
Pret cinka bagātām gruntīm
Cinka bāzes gruntskrāsas bieži tiek piedāvātas kā šķidra alternatīva cinkošanai. Šīs gruntskrāsas satur lielu cinka putekļu procentuālo daudzumu, kas sajaukts ar krāsas saistvielu. Cinka daļiņas nodrošina daļēju aizsardzību, taču sistēma balstās uz mehānisku saķeri, līdzīgi kā parastā krāsa.
Turpretī karstā cinkošana veido aizsargslāņus difūzijas reakcijas ceļā augstās temperatūrās. Tādējādi veidojas īsti cinka-dzelzs sakausējumi, kas tiek sakausēti ar tēraudu. Cinka bagāta grunts vienkārši pielīp pie virsmas. Šī saistīšanas atšķirība ir HDG izcilās veiktspējas atslēga.
Funkcija
Karstā cinkošana
Cinka bagāta gruntskrāsa
Mehānisms
Metalurģiskā saite rada izturīgus cinka-dzelzs sakausējuma slāņus.
Cinka putekļi saistvielā nodrošina upurēšanas aizsardzību.
Adhēzija
Sakausēts pie tērauda ar saistvielas stiprību ~3600 psi.
Mehāniskā saite ir atkarīga no virsmas tīrības; daudz vājāka.
Izturība
Īpaši cieti sakausējuma slāņi ir izturīgi pret nodilumu un triecieniem.
Mīkstāku, krāsai līdzīgu pārklājumu var viegli saskrāpēt vai nošķelt.
Vislabāk piemērots retušēšanai vai gadījumiem, kad HDG nav iespējams.
Lai gan cinka bāzes gruntskrāsas nodrošina labu aizsardzību, tās nevar sasniegt īsta cinkota pārklājuma izturību un ilgmūžību. Gruntskrāsas efektivitāte ir pilnībā atkarīga no perfektas virsmas sagatavošanas un uzklāšanas, un tā joprojām ir neaizsargāta pret skrāpējumiem un fiziskiem bojājumiem.
Biežāk izteikto HDG kritiku risināšana
Izplatīts nepareizs priekšstats par karsto cinkošanu ir tās sākotnējās izmaksas. Agrāk HDG sākotnēji dažkārt tika uzskatīts par dārgāku iespēju. Tomēr 2025. gadā tas vairs tā nav.
Pateicoties stabilajām cinka cenām un efektīvākiem procesiem, HDG tagad ir ļoti konkurētspējīgs sākotnējo izmaksu ziņā. Ņemot vērā kopējās dzīves cikla izmaksas, HDG gandrīz vienmēr ir ekonomiskākā izvēle. Citām sistēmām nepieciešama bieža apkope un atkārtota uzklāšana, kas projekta dzīves laikā rada ievērojamus izdevumus.
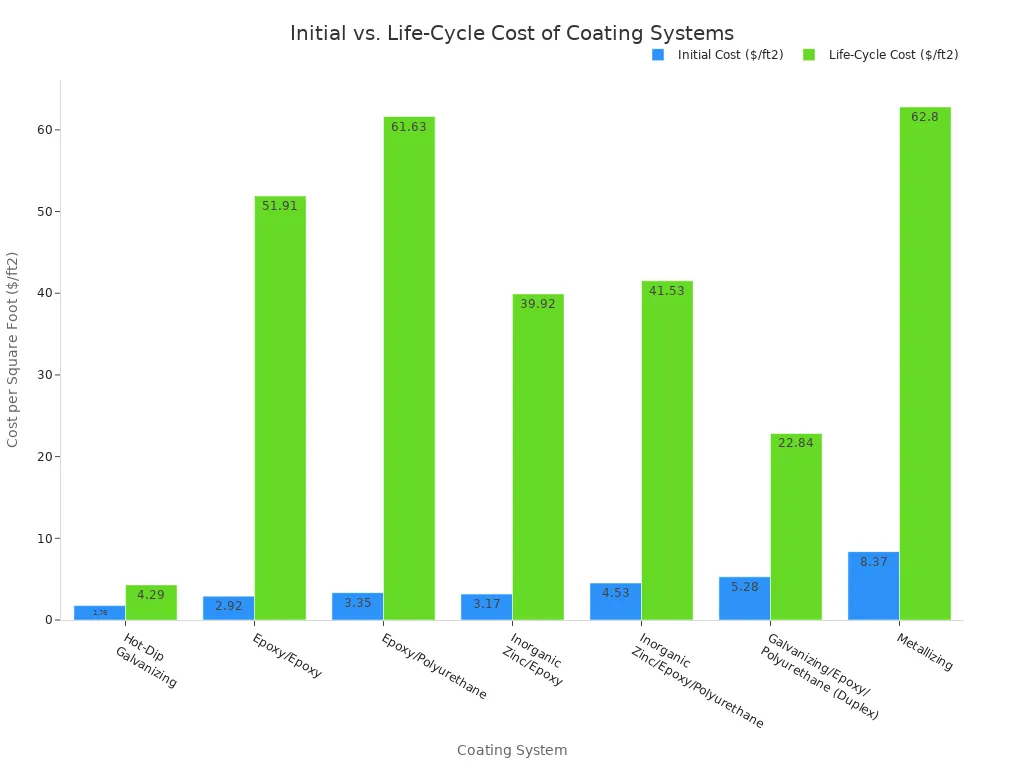
Amerikas Cinkošanas asociācija piedāvā dzīves cikla izmaksu kalkulatoru (LCCC), kas salīdzina HDG ar vairāk nekā 30 citām sistēmām. Dati konsekventi liecina, ka HDG ietaupa naudu. Piemēram, vienā pētījumā par tiltu ar 75 gadu projektēto kalpošanas laiku:
Karstā cinkošanadzīves cikla izmaksas bija4,29 ASV dolāri par kvadrātpēdu.
AnEpoksīdsveķu/poliuretānasistēmas dzīves cikla izmaksas bija61,63 ASV dolāri par kvadrātpēdu.
Šī ievērojamā atšķirība rodas no HDG bezapkopes veiktspējas. Cinkota konstrukcija bieži vien var kalpot 75 gadus vai ilgāk bez nepieciešamības veikt nekādus lielus darbus. Tas padara to par gudrāko finanšu ieguldījumu ilgtermiņa projektos.